Processing Key Points of Small-Sized and Precision Parts for Electronic Stamping Molds
Apr 03, 2026
In the fast-evolving global electronics industry, the demand for miniaturization, high precision, and reliability of electronic products (e.g., smart wearables, automotive electronics) is rising. This drives the upgrading of electronic stamping mold technology, especially small-sized and precision mold parts—core components determining stamping product quality and service life. These small parts (≤5mm, tolerance ±0.01mm) rely on strict process control and advanced technologies to achieve ultra-high precision.
Material Selection: The Foundation of Precision and Durability
The material of small precision stamping mold parts directly affects their processability, wear resistance, and service life. Unlike traditional stamping molds, electronic mold parts endure high-frequency stamping (thousands of times per hour) and must maintain dimensional stability. Thus, material selection follows the principle of "high precision, hardness, processability, and stability."
Common materials and their applications:
High-speed steel (HSS): Widely used for small punches, dies, and guides, offering good wear resistance, machinability, and heat treatment performance. It reaches HRC 62-65 after heat treatment, meeting general electronic mold requirements.
Cemented carbide: Preferred for ultra-precise parts (e.g., micro punches), with hardness up to HRC 85-90 for superior wear resistance. Note its brittleness—handle carefully to avoid cracking.
Stainless steel/special alloys: Ideal for harsh environments (high temperature, corrosion). SUS304, SUS316L, and alloys like titanium ensure reliability in complex conditions (e.g., automotive engines).
Key point: Inspect material uniformity, purity, and surface quality upfront. Internal defects (inclusions, cracks) and surface flaws (scratches, rust) cause precision deviations or mold failure.
Precision Machining: The Core of Dimensional Control
Small precision electronic mold parts require strict dimensional, shape, and position accuracy—even 0.005mm deviations can fail stamping products. Ordinary machining is insufficient; advanced equipment and processes are needed, focusing on these key links:
Turning and Milling: Ensuring Basic Precision
High-precision CNC turning/milling machines (±0.001mm positioning accuracy) process simple-shaped parts (shafts, sleeves, guide pins). Key points:
Clamping stability: Use precision fixtures to reduce deformation. For ultra-small parts (<1mm diameter), use vacuum/magnetic chucks to protect fragile parts and ensure batch consistency.
Cutting parameters: Use diamond/CBN tools for hard materials, reduce feed rates, and apply sufficient cooling to minimize thermal deformation— a major precision factor.
Dimensional inspection: Use micrometers/dial indicators for real-time checks. For ±0.005mm tolerances, use CNC-integrated online inspection to avoid waste.
Wire Electrical Discharge Machining (WEDM): Achieving Complex Shapes and High Precision
Complex-shaped parts (micro holes ≤0.1mm, narrow slots ≤0.05mm) rely on WEDM (especially slow wire), which offers high precision, good surface quality, and no cutting force. Key points:
Key WEDM process points:
Electrode wire: Use uniform, high-tensile molybdenum/copper wire. Match diameter to part size (down to 0.02mm for ultra-micro parts) to avoid breakage and ensure contour accuracy.
Parameter setting: Adjust pulse width, interval, and current by material/precision. For hard materials, use small pulse width/low current to reduce thermal deformation; slow wire achieves Ra ≤ 0.02μm.
Fixture positioning: Use precision fixtures (pins, V-blocks) for accurate part positioning. For complex parts, use CNC positioning to boost accuracy and efficiency.
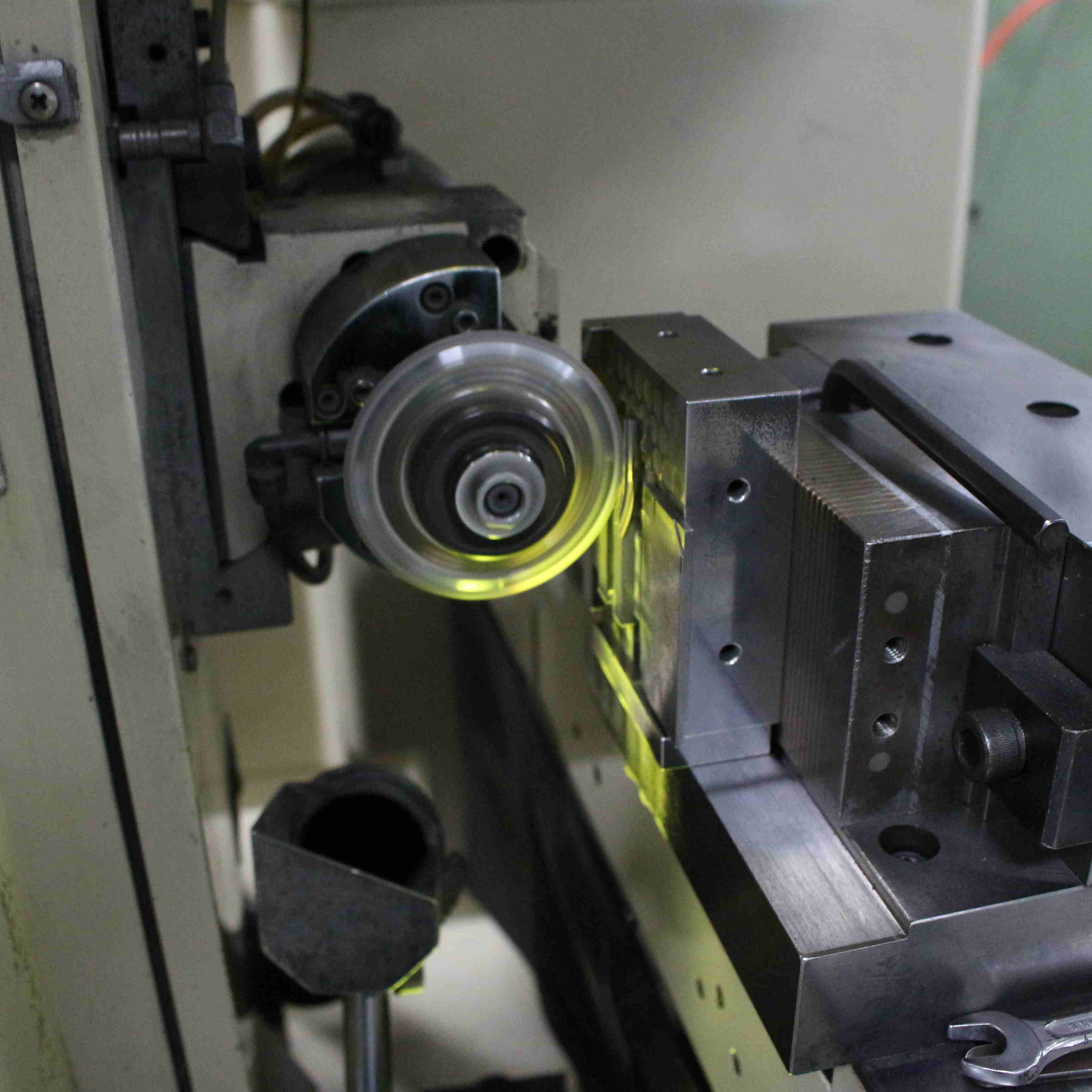
Grinding and Polishing: Improving Surface Quality and Precision
Post-turning/milling/WEDM, tiny burrs/tool marks affect mold assembly and stamping quality. Grinding and polishing are essential finishing steps:
Precision grinding: Use high-precision grinders to ensure flatness/parallelism. For small/thin-walled parts, use micro-grinding to avoid deformation.
Polishing: Follow "coarse-to-fine" with 1000#-5000# abrasives to reach Ra ≤ 0.01μm. Use uniform force to avoid uneven surfaces. For ≤0.005mm burrs, use plasma/electrochemical deburring.
With a steadfast focus on the field of electronic connectors, Hongyu Mould is fully dedicated to the professional production and manufacturing of stamping mold parts, adhering to the above-mentioned precision processing standards to provide high-quality, reliable products for the electronic industry.





 IPv6 network supported
IPv6 network supported







