Types and Classification of Tungsten Carbide Materials
Jan 29, 2026
In the realm of industrial manufacturing, tungsten carbide stands as a cornerstone material, renowned for its exceptional hardness, wear resistance, and high-temperature stability. As an indispensable material for mold parts, cutting tools, and precision components, its diverse types and scientific classification directly determine application efficiency and product performance in aerospace, automotive, mold processing, and precision machinery industries.
Tungsten carbide , essentially a sintered composite material with tungsten carbide (WC) as the main hard phase and metal binders such as cobalt (Co), nickel (Ni), and iron (Fe) as the bonding phase, is classified primarily by binder type, grain size of tungsten carbide, and application field—the three core criteria recognized by the global manufacturing industry. Each classification dimension corresponds to distinct material properties, making it suitable for different industrial scenarios.
By binder type, tungsten carbide s are divided into three classic categories, which form the basic classification framework for the material.
Cobalt-bonded tungsten carbide (WC-Co): The most widely used type, with cobalt as the sole binder. It boasts excellent toughness, impact resistance, and high hardness, and is easy to process and shape. It is the first choice for manufacturing cold heading molds, drawing dies, and general cutting tools in the mold parts industry, and is applicable to the processing of non-ferrous metals, plastics, and general steel materials.
Nickel-bonded tungsten carbide (WC-Ni): With nickel as the binder, it has superior corrosion resistance and oxidation resistance compared with WC-Co, and good dimensional stability at medium and low temperatures. It is suitable for precision components in humid, corrosive industrial environments, such as marine machinery parts and chemical equipment molds.
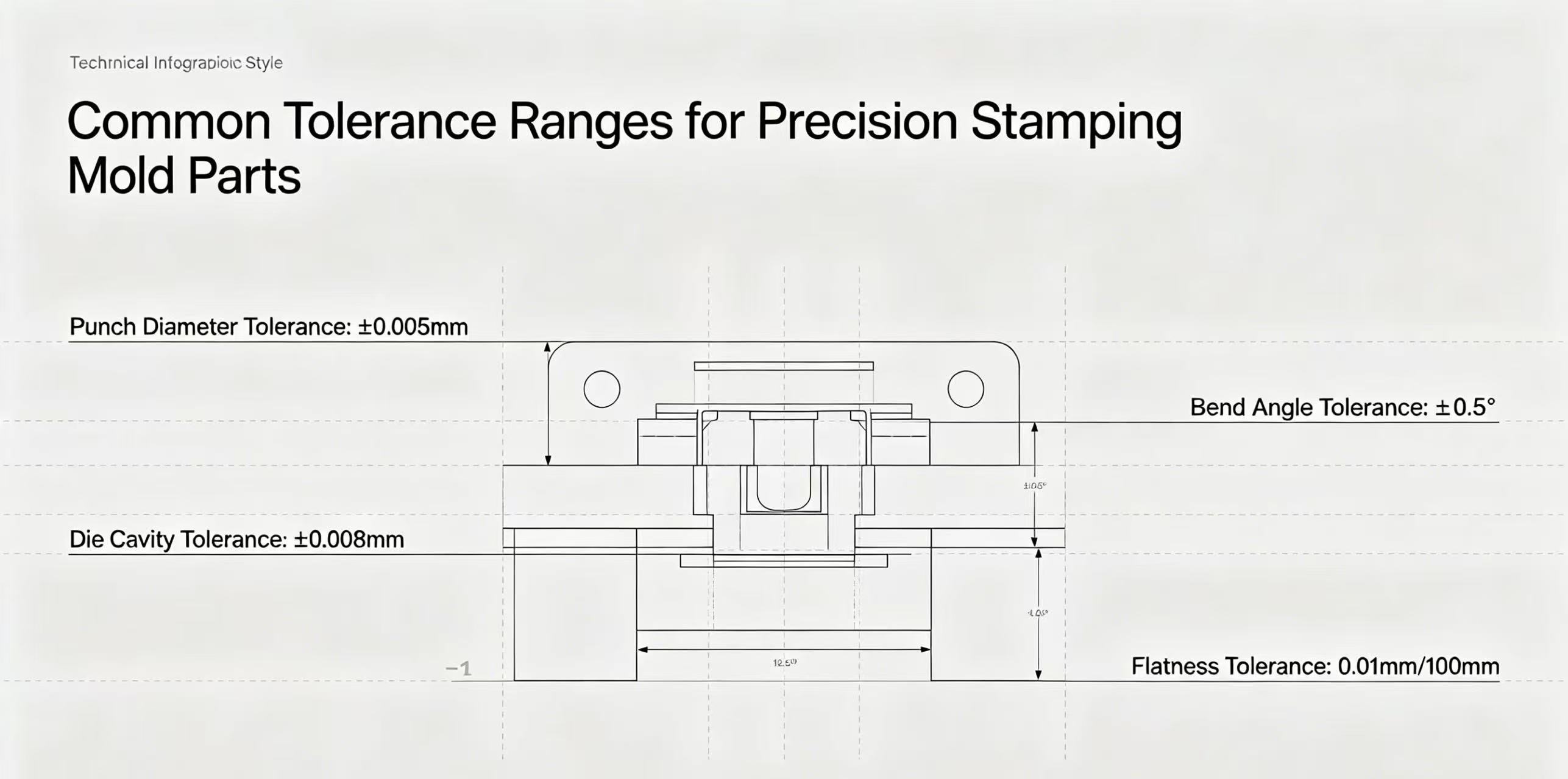
Tungsten carbide with multi-element binder (WC-Ni-Co/ WC-Ni-Fe): A modified type with nickel-cobalt or nickel-iron as composite binders, integrating the toughness of cobalt and the corrosion resistance of nickel. It has balanced mechanical properties and is widely used in high-demand scenarios such as precision stamping molds and high-speed cutting tools for alloy steel processing.
Tungsten carbide grain size is a key classification criterion affecting the hardness and toughness of the alloy, and the grain size is divided according to the average particle size of WC crystals, which is closely linked to the processing requirements of workpieces.
Coarse-grain tungsten carbide (grain size 2.5-6μm): It has outstanding impact toughness and anti-fracture performance, and low hardness. It is suitable for heavy-load working conditions such as rough machining, large-size mold forming, and rock drilling tools, and can withstand strong impact forces in the processing process.
Medium-grain tungsten carbide (grain size 1.3-2.5μm): The most versatile type with a perfect balance of hardness, wear resistance and toughness. It is the mainstream material for manufacturing standard mold parts, general cutting tools and precision stamping dies, adapting to most medium and fine processing requirements in the manufacturing industry.
Fine-grain tungsten carbide (grain size 0.8-1.3μm): It has high hardness and excellent wear resistance, and slightly reduced toughness. It is suitable for fine machining, precision mold parts (such as micro-sized tungsten steel mold cores for hardware parts) and high-precision cutting tools, which can ensure the high finish and dimensional accuracy of the workpiece.
Ultrafine-grain tungsten carbide (grain size 0.2-0.5μm): The top grade in tungsten carbide materials, with ultra-high hardness (HRA ≥93) and extreme wear resistance. It is specially used for ultra-precision processing, micro-mold manufacturing and high-speed dry cutting tools, and is the core material for high-end precision hardware mold parts processing.
In practical industrial applications, tungsten carbide s are also classified by application field for the convenience of material selection and procurement, which is more intuitive and in line with the actual needs of enterprises.
Mold-grade tungsten carbide: Customized for mold manufacturing, with high dimensional stability and anti-deformation performance. It is divided into cold working mold grade (for stamping, drawing, cold heading), hot working mold grade (for die casting, forging) and precision mold grade (for micro-mold, optical mold), which is the core application type in the hardware mold parts industry.
Cutting-grade tungsten carbide: Optimized for cutting tools, with high red hardness and wear resistance, suitable for turning, milling, drilling and other cutting processes, and matched with different workpiece materials (steel, non-ferrous metals, non-metallic materials) for graded selection.
Wear-resistant-grade tungsten carbide: Focus on wear resistance, with low requirements for toughness, used for manufacturing wear-resistant parts such as nozzles, bearings, and guide rails, and is widely used in auxiliary components of production equipment in the manufacturing industry.
Mining-grade tungsten carbide: With super impact toughness, it is used for manufacturing mining tools such as drill bits and tooth picks, adapting to the harsh working conditions of rock breaking and ore mining.
The selection of tungsten carbide is a systematic work that needs to combine the working conditions, processing requirements and cost control of the product. For the hardware mold parts processing industry, the key is to balance the hardness and toughness of the material: coarse and medium-grain WC-Co alloys are suitable for heavy-load cold working molds, while fine and ultra-fine-grain alloys are the best choice for high-precision, micro-size mold parts. At the same time, for special working conditions such as corrosion and high temperature, nickel-based or multi-element binder tungsten carbide should be selected to ensure the service life of the mold.
As a professional manufacturer focusing on tungsten carbide processing, HongYu Company has advanced production equipment, sophisticated processing technology and a complete product system, dedicated to providing high-quality customized processing services of tungsten carbide parts for global manufacturing customers. Our product range covers standard and non-standard tungsten carbide parts including stamping wear-resistant parts, precision mold cores, punches and other hardware mold components.






 IPv6 network supported
IPv6 network supported







