How Overseas Clients Can Reliably Choose Precision Stamping Mold Parts Suppliers
May 14, 2026
Precision stamping mold parts—punches, dies, guide pillars, guide bushes, ejector pins—are core to stamping molds, supporting automotive, new energy, consumer electronics and humanoid robots. For overseas clients, choosing a reliable supplier is a strategic investment impacting mold performance, service life, efficiency, and supply chain stability. With numerous options, especially from China, we outline below the key criteria to consider when making an informed decision.
Define Your Exact Mold Parts Requirements
Clarify your mold parts needs first to avoid miscommunication and delays. Ask these questions:
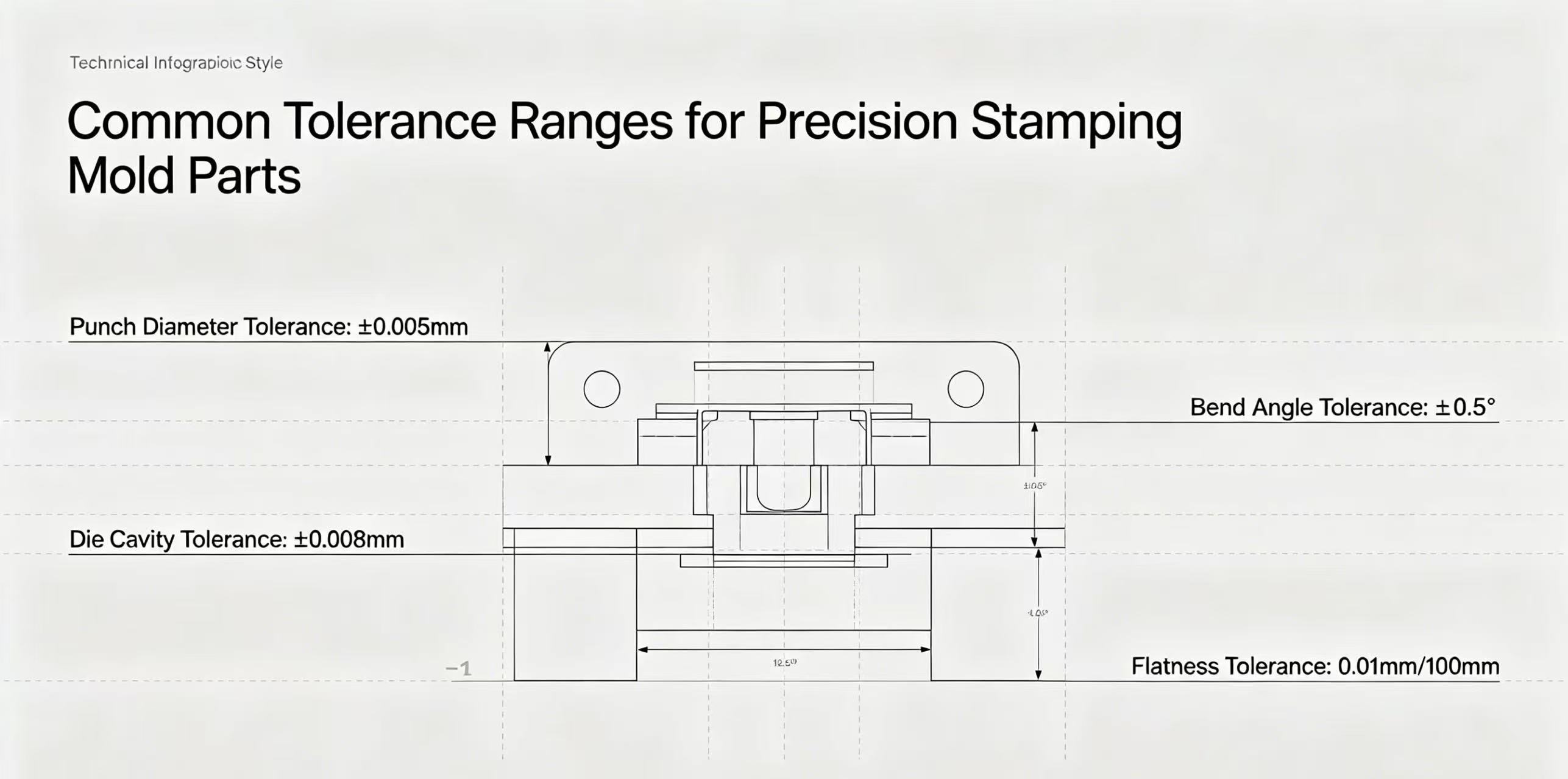
• Precision & Tolerance: Do you need micro-precision for high-end parts (e.g., robot mold punches) or standard precision? Document tolerances, surface roughness, and formability.
• Materials: What materials do your mold parts need? Options include high-hardness mold steel (ASP23,SKH51, or domestic SKD11/1.2344 alternatives) or wear-resistant tungsten carbide. Ensure the supplier handles your mold’s working conditions.
• Scale & Lead Time: What’s your annual usage and order volume? High-volume or small-batch custom parts? Clarify lead times for custom components.
• Value-Added Services: Need heat treatment, surface coating, grinding, or deburring? A one-stop supplier simplifies procurement.
The Foundation of Reliable Mold Parts
A supplier’s technical capabilities determine mold parts quality and durability. Verify these:
a. Equipment & In-House Processing
Choose suppliers with advanced mold processing equipment (high-precision CNC, wire-cutting, EDM, grinding) and in-house capabilities for tighter tolerances and faster lead times. Request facility photos and equipment updates.
b. Engineering & DFM Expertise
A reliable supplier offers DFM expertise for mold parts to optimize designs, reduce scrap, and extend service life. Prototyping and simulation refine designs before mass production, saving time and money.
For complex parts (e.g., EV battery shell mold dies), ask about experience solving wear or fit issues.
c. Quality Control & Certifications
Prioritize ISO 9001/IATF 16949 certified suppliers for consistent quality and traceability. Inquire about inspection processes (AI visual, CMM) and ability to provide reports and material certificates.
Evaluate Industry Experience & Reputation
Industry-specific mold parts experience is critical. For example, new energy automotive expertise means understanding motor core die inserts and battery shell mold punches.
• Case Studies & References: Ask for industry-related case studies and overseas client references to verify reliability.
• Reputation: Research global standing via forums; avoid suppliers with quality complaints or delays.
Assess Supply Chain & Logistics
For overseas clients, supply chain stability and logistics are key. A reliable supplier has a robust chain to avoid delivery delays.
• Material Sourcing: Inquire about material suppliers and backups.
• Logistics & Compliance: Ensure international shipping experience for mold parts, handling customs and regulations. Ask about shipping partners and delay management.
• Scalability: Choose a supplier that scales production to meet growing demand without sacrificing quality.
Prioritize Communication & After-Sales Support
Effective communication is vital—look for a dedicated English-speaking international team to overcome language/time zone barriers.
After-sales support matters: ensure timely technical help, spare parts, and maintenance advice. Ask about warranty for non-conforming parts.
Compare Cost Wisely: Focus on TCO
Cheap mold parts may raise long-term costs (replacement, downtime). Focus on Total Cost of Ownership (TCO):
• Initial purchase price
• Quality costs (defects, rework, downtime)
• Lead time and logistics costs
• Maintenance and replacement costs
A slightly higher upfront price often lowers TCO via better quality and longer service life.
Choose a Partner for Precision Mold Parts
Selecting a reliable supplier impacts mold performance. Define needs, verify capabilities, evaluate experience, and focus on TCO to find an aligned partner.
The best supplier acts as your team extension—offering expertise, quality, and support. Research thoroughly for a long-term partnership.
Your Trusted Partner: Hongyu Precision Stamping Mold Parts
Dongguan Hongyu Mould Co., Ltd. has been rooted in the field of precision mold parts manufacturing since 2007, focusing on high-end markets such as Germany and Japan for more than 19 years. The company mainly engages in high-precision mold accessories, including stamping mold parts, tungsten carbideparts, ceramic parts, etc., whose products are widely used in key fields such as automotive, IC semiconductor, electronics, aviation, home furnishing, and mineral resources.
The company is equipped with advanced production and testing equipment, and has established a strict quality control system, which comprehensively controls the whole process from raw materials, precision processing to finished product testing to ensure the precision and stable quality of products. The team has both industry technical accumulation and rich foreign trade service experience, deeply understands international market demand and industry standards, and can provide one-stop supporting services according to customers' customized needs, efficiently responding to delivery and after-sales demands.
Upholding the business philosophy of professionalism, integrity and win-win, the company continues to deepen technological innovation and service optimization. Its products are exported to many countries and regions around the world, and it has established long-term and stable cooperative relations with many industry customers. In the future, it will continue to take technology as the foundation and customers as the center, and strive to become a reliable partner in the global hardware mold parts processing field, providing solid component support for the development of the industrial manufacturing field.






 IPv6 network supported
IPv6 network supported







