The Impact of AI-Powered Simulation on Die Design and Stamping Process Optimization
May 08, 2026
In the metal stamping die parts manufacturing industry, precision, efficiency, and cost control are the cornerstones of success. For decades, die design and stamping process optimization relied heavily on trial-and-error, experienced engineers’ intuition, and time-consuming physical prototyping—all of which often led to delays, increased costs, and inconsistent quality. Today, artificial intelligence (AI)-powered simulation is reshaping this landscape, turning traditional, reactive processes into proactive, data-driven ones that deliver better results in less time. Let’s explore how AI-driven simulation is revolutionizing die design and stamping process optimization, and why it’s becoming a non-negotiable tool for forward-thinking manufacturers.
The Limitations of Traditional Die Design and Optimization
Before AI-powered simulation became mainstream, die design and stamping process optimization faced significant challenges. Engineers would design dies based on past experience, create physical prototypes, test them on stamping equipment, and then make adjustments based on the results. This cycle—design, prototype, test, revise—could repeat multiple times, especially for complex die parts used in automotive, electronics, or medical applications.
Not only is this process time-consuming (often taking weeks or even months for a single die), but it also carries high costs. Physical prototypes require materials, labor, and machine time, and each revision adds to the overall expense. Additionally, human intuition, while valuable, is prone to oversight—factors like material springback, die wear, and stress distribution can be difficult to predict accurately, leading to defects in the final product or premature die failure. For high-volume production, even small inefficiencies in die design or stamping processes can translate to significant financial losses.
How AI-Powered Simulation Changes the Game
AI-powered simulation combines the power of finite element analysis (FEA) with machine learning (ML) algorithms to create a virtual environment where engineers can design, test, and optimize die parts and stamping processes—all without physical prototypes. Unlike traditional simulation tools, which require manual input and interpretation, AI-driven solutions can learn from data, adapt to different scenarios, and provide actionable insights that human engineers might miss.
1. Predictive Accuracy for Complex Scenarios
One of the biggest advantages of AI-powered simulation is its ability to predict complex stamping behaviors with unprecedented accuracy. AI algorithms analyze vast amounts of historical data—including material properties, die geometries, stamping parameters, and past performance—to identify patterns and correlations. This allows the simulation to predict how a die will perform under different conditions, such as changes in material thickness, stamping speed, or tool pressure.
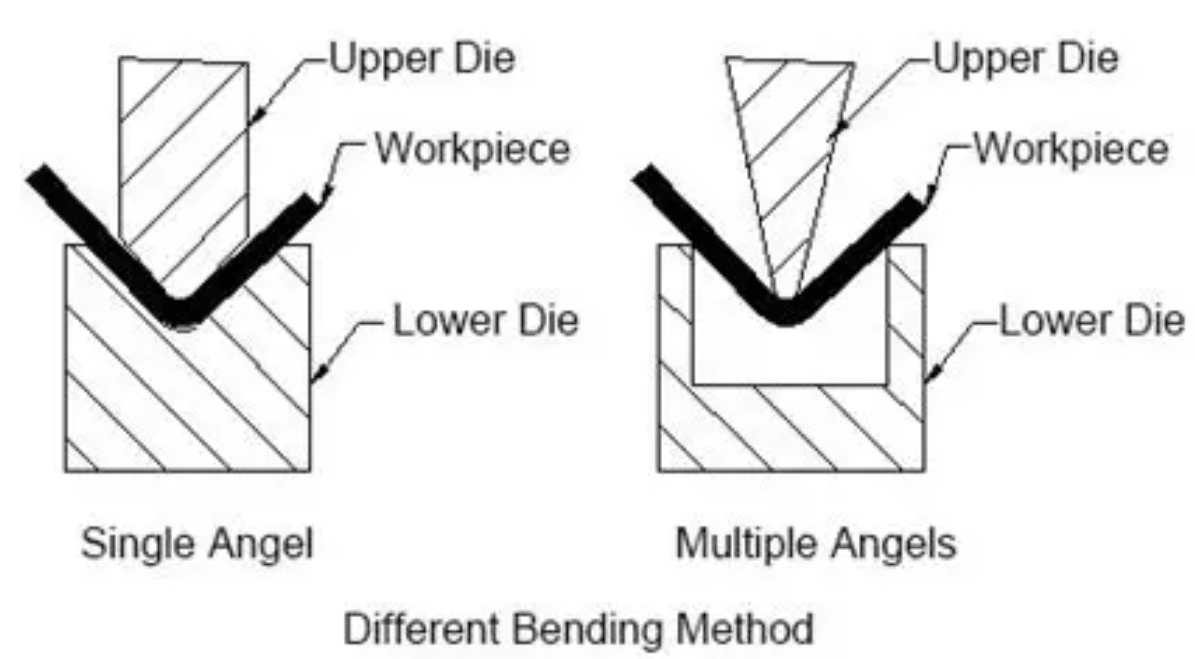
For example, springback—a common challenge in stamping, where the material rebounds after being formed—is notoriously difficult to predict with traditional methods. AI-powered simulation can model springback with precision, allowing engineers to adjust die design (such as adding compensation features) before the die is ever manufactured. This eliminates the need for costly post-production adjustments and reduces the risk of defective parts.
2. Reduced Lead Times and Costs
By replacing physical prototyping with virtual testing, AI-powered simulation cuts down lead times dramatically. What once took weeks can now be done in days or even hours. Engineers can test multiple die designs and stamping parameters in the virtual environment, compare results, and select the optimal solution—all without wasting materials or machine time. This not only speeds up the design-to-production cycle but also reduces costs associated with prototyping, rework, and scrap.
For small to medium-sized manufacturers, in particular, this is a game-changer. AI-powered simulation levels the playing field, allowing them to compete with larger companies by reducing their time-to-market and improving efficiency—without the need for massive investments in physical testing equipment.
3. Proactive Process Optimization
AI-powered simulation doesn’t just help with die design—it also optimizes the entire stamping process. ML algorithms can analyze real-time data from stamping machines (such as force, temperature, and vibration) to identify potential issues before they cause defects or machine downtime. For example, the simulation can predict when a die is likely to wear out, allowing manufacturers to schedule maintenance proactively rather than reacting to a breakdown.
Additionally, AI can optimize stamping parameters (such as feed rate, pressure, and temperature) in real time, ensuring consistent quality across high-volume production runs. This is especially critical for industries like automotive and medical, where zero defects are required.
Real-World Applications in Metal Stamping Die Manufacturing
The impact of AI-powered simulation is already being felt across the industry. For example, a leading automotive die manufacturer recently implemented an AI-driven simulation tool to design dies for electric vehicle (EV) battery components. The tool predicted springback and material flow with 95% accuracy, reducing the number of physical prototypes by 70% and cutting lead times by 40%. As a result, the manufacturer was able to meet tight EV production deadlines and reduce costs by 35% per die.
Another example comes from the medical device industry, where precision is paramount. A manufacturer of micro-stamped medical components used AI-powered simulation to optimize die design for tiny, complex parts. The simulation helped identify potential stress points that could lead to part failure, allowing engineers to adjust the die geometry and stamping parameters. This resulted in a 99.8% defect-free production rate, up from 92% before implementing the tool.
The Future of AI in Die Design and Stamping
As AI technology continues to advance, its impact on die design and stamping process optimization will only grow. Future developments will likely include more advanced ML algorithms that can learn from real-time production data to continuously improve simulation accuracy, as well as integration with other Industry 4.0 technologies like digital twins and IoT sensors. This will create a fully connected, intelligent manufacturing ecosystem where die design, stamping, and maintenance are all optimized automatically.
For manufacturers who adopt AI-powered simulation, the benefits are clear: faster time-to-market, lower costs, higher quality, and a competitive edge in an increasingly crowded industry. Those who fail to embrace this technology risk falling behind, as customers demand more precise, cost-effective die parts and shorter lead times.
AI-powered simulation is not just a trend—it’s a transformative technology that is redefining how metal stamping die parts are designed and manufactured. By eliminating trial-and-error, improving predictive accuracy, and reducing lead times and costs, AI-driven simulation is helping manufacturers overcome the limitations of traditional methods and achieve new levels of efficiency and quality. As the industry continues to evolve, AI will become an essential tool for any manufacturer looking to stay ahead in the competitive world of metal stamping die parts production.











 IPv6 network supported
IPv6 network supported







